CPI 资讯 No. 567
作者:刘兆朋
摘要
曲轴作为柴油机的核心部件,其作用是实现活塞的往复运动转化为轴系的回转运动。为了保证该运动的实现,轴瓦又起着至关重要的作用。在实际使用中,曲轴和轴瓦的工作条件虽不像活塞、气缸等承受高温高压的恶劣环境,但却需要承受着急剧变化的冲击载荷和弯曲应力以及回转振动。曲轴轴颈和轴瓦表面有着很强的摩擦,同时又受到各缸交变的气体力、往复惯性力和离心力等作用。轴瓦作为支承部件,在设备实际运行中,损坏损伤的概率很高,而且一旦轴瓦出现损伤和损坏,将会导致曲轴主轴颈和曲柄销表面产生划痕、拉伤、烧伤、裂纹,更甚者,曲轴发生变形、断裂,造成曲轴报废等严重机损事故。一旦发生曲轴损坏事故,特别是主机曲轴,船东不得不紧急安排救助修理,由此可能导致产生巨额的修理费用,等待新曲轴的时间损失等,因此在实际轮机管理工作中,对曲轴轴瓦的监测和预防损伤是非常重要的工作。下面我们通过案例分析,简单总结一下在日常轮机管理中此类事故应该注意的问题。
# 案例一 #
协会入会船A轮2号副机(型号:M200L-UN 额定功率600PS/720Rpm)带120KW负荷运行,船员听到2号副机的异常声响,轮机长立刻下机舱检查。当轮机长到集控室后,注意到2号副机出现滑油低压警报。轮机长指示机工立刻转换发电机,并且到2号发电机机旁检查。当轮机长在机旁听到异常的噪声后立刻回到集控室停掉了2号副机。随后,轮机长对2号副机盘车检查,发现比较沉重。检查曲拐箱道门,发现3缸的道门比其他缸的热。打开所有的曲拐箱道门后检查,在3缸下面发现一些脱落的金属屑。在上轴承盖处发现轴瓦挤压卷边,当用扭矩扳手准备拆下3号缸连杆大端螺栓时,发现左边编号为“1”的连杆螺栓有轻微松动,同时在曲拐箱的底部发现许多的铜屑。拆下轴承盖后,发现轴承盖表面刮伤严重,轴瓦已严重磨损,曲柄销表面也有划痕。通过检查发现其他缸连杆大端活动正常。
根据工作记录,该副机事故发生前约2个多月曾经吊过缸(事故时运行时间:900小时),吊缸时换新了活塞环(6套-日本备件)、连杆大端轴瓦(6套-国产备件)以及2号缸的缸套(1件)等部件,同时更换了系统滑油。吊完缸后,轮机人员在清洁滑油滤器的时候发现有些铜杂质混在滑油里面,但未进一步查明铜屑出现的原因,只是经常检查一下曲拐箱。

图1 划伤的曲柄销
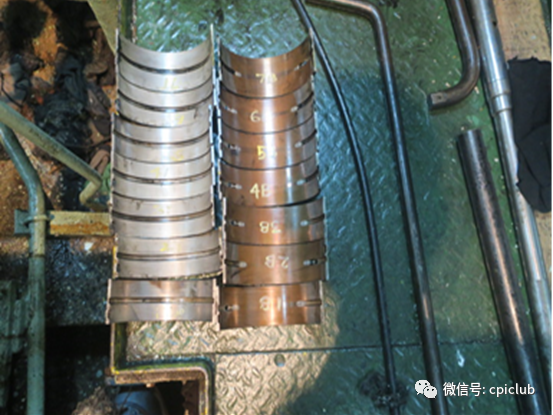
图2 损坏的连杆大端轴瓦
# 事故原因分析 #
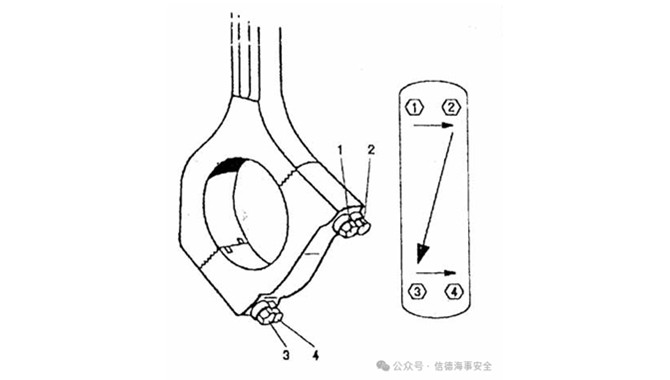
1. 该副机3号缸连杆大端编号为“1”的连杆螺栓有松动现象,推断在更换连杆大端轴瓦时,该螺栓没有按照说明书要求预紧力上紧或忘记最后的上紧程序,导致轴承盖松动,轴瓦和曲柄销的配合间隙异常。
2. 在2号副机吊缸更换连杆大端轴瓦时,轮机人员没有按照说明书要求检查和测量曲柄销轴承间隙,因此并不清楚曲柄销轴承间隙是否正常。轴承间隙过大或者过小都会影响到配合间隙间润滑油膜的形成。
3. 轮机人员在初期发现有铜杂质混在滑油里面时,没有认真分析发现的现象,没有进一步停机打开检查所有的轴承,采取有效防范措施,从而导致轴瓦异常磨损加剧。
# 案例二 #
协会入会船B轮,2号副机(型号:Volvo D16C-A MG)运行期间各工况参数正常,某日由于要起动货泵而启动1号发电机并电,并电后发现2号副机滑油压力突然下降,随即解列2号发电机,这时滑油压力降到2.0 Bar,并滑油低压报警,马上停2号副机。次日下午,轮机人员更换滑油滤器和滑油,发现滤器和滑油里有许多金属碎屑,拆开缸头盖,盘车检查缸头附件等没发现问题。打开油底壳检查,发现油底壳里有很多金属屑和金属皮片。拆检7道主轴承,发现第6/7道主轴瓦烧坏,第4/5道主轴瓦主要接触面被压后横向扩张,第1/2道主轴瓦有拉痕;第4/5/6/7道瓦贴合不良。第3/5/7道的主轴颈有明显磨痕。拆检第1~6缸的连杆瓦检查,发现第1/2/3/4缸连杆瓦中部磨损较深但无露铜,第6缸连杆瓦中部拉痕较深并已露铜,瓦孔被金属磨屑不同程度的堵塞。第3缸的活塞销和接触的活塞头有蓝黑色的烧痕。滑油泵拆下检查,未见明显问题。

图3 损坏的连杆大端轴瓦
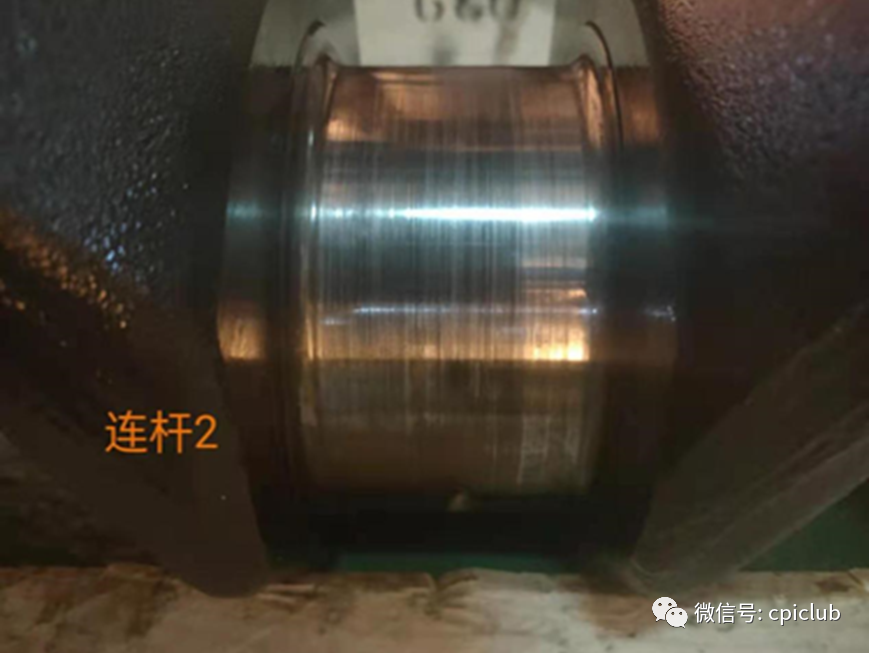
图4 划伤的曲轴曲柄销

图5 异常磨损的曲轴主轴颈
# 事故原因分析 #
1. 事故发生后据了解,该轮副机更换使用的润滑油时,将柴油机原厂要求的等级牌号的润滑油,替换成了另一品牌的润滑油,通过对比两种润滑油在质量等级和粘度等级上存在一定的差异,而且润滑油使用时间过长,润滑油各项指标下降,且轮机人员未能按照新品牌润滑油的要求及时更换,造成主轴承和曲柄销轴承润滑质量下降,导致轴瓦磨损加剧。
2. 轮机员未能按照副机说明书维护保养周期要求,定期对副机相关部件进行检查,未能及时发现轴瓦损坏的问题。
# 案例三 #
协会入会船C轮(主机型号:8P02-6/2L 最大持续功率4400kw,额定转速520Rpm,陕西柴油机重工有限公司), 于20xx年11月20日0500时从某锚地备车,车备妥后进港靠泊,主机逐渐增加负荷,待主机加速至440RPM运行,各参数正常。主机运行一会儿后,轮机员发现主机第3缸振动剧烈有异响,立即降低主机转数至最低速280RPM,同时停止第3缸燃油供给,并电告驾驶台要求停车检查主机。由于已进入航道不能立即停主机,只好返回锚地抛锚检查。待抛锚停下主机后,检查发现第3缸连杆大端瓦损坏严重,连杆大端烧蚀。随后吊出缸头活塞组件,检查第3缸发现曲轴曲柄销磨损严重,船员无法修复。后该轮封主机3缸靠泊码头,备车主机280RPM进港,卸货完毕后,同样封缸备车开往附近某船厂修理。
该轮主机第3缸曲柄销由于连杆大端瓦损坏烧蚀,曲柄销磨损严重,船厂工程师对第3缸曲柄销采用修理尺寸法进行了修理。修复后的曲柄销直径在309.12mm至309.14mm之间, 但根据制造厂家规定,曲轴直径的极限值为309.0-0.032mm。修理后的直径已经非常接近极限值,也即达到了需换新曲轴的要求,故船东换新曲轴。

图6 连杆大端轴瓦上瓦磨损严重
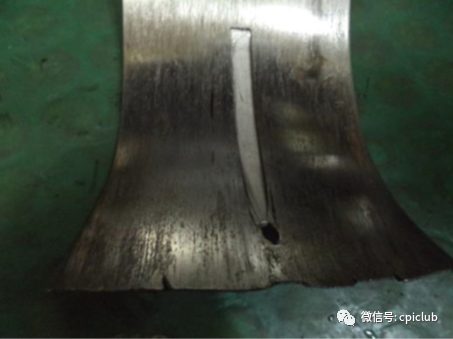
图7 严重磨损的连杆大端轴瓦下瓦

图8 三缸连杆大端瓦结合面刮伤
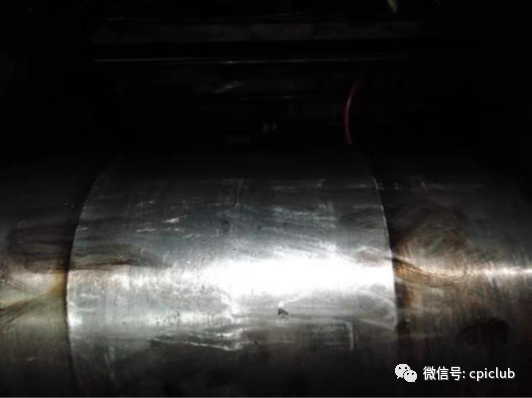
图9 三缸损伤的曲轴销
# 事故原因分析 #
1. 据现场查勘调查了解和查阅维修保养记录,事故前主机各项运行参数正常,主润滑油压力温度均正常。但后续根据船东提供的滑油化验报告显示,该轮滑油早已出现BN(碱值)低于正常要求,低溶性、低粘度和杂质过多的情况,而船上并未采取有效措施,及时更换不合格的润滑油。滑油的脏污变质使得曲轴轴颈和轴瓦的润滑条件变差。
2. 如果轴瓦的异常磨损累积到一定程度时,曲柄销和大端瓦之间的间隙过大,润滑油膜遭到破坏,导致垂直方向往复运动过程中,连杆大端与曲柄销之间发生撞击,发生异常磨损,使得连杆大端发生烧蚀现象。连杆大端轴瓦磨损变形严重,对曲柄销也造成了较大的伤害,
3. 连杆大端轴瓦材料缺陷也可能是导致此次事故发生的一个原因。
# 防损建议 #
影响曲轴轴颈和轴瓦损伤的因素是多方面的,最常见的原因有:轴瓦材料缺陷、轴瓦间隙不合适、轴瓦润滑不良或润滑油含有杂质。特别是轴瓦润滑不良,一旦曲轴轴颈和轴瓦间的润滑油膜遭到破坏,就会出现轴颈与轴瓦的直接接触,造成半干摩擦和干摩擦,产生大量的摩擦热,导致轴瓦表面擦伤或异常磨损,防护层脱落,合金层损坏和熔化,导致轴瓦严重烧蚀和曲轴轴颈表面划伤、拉伤和裂纹。
通过以上案例及原因分析,预防曲轴轴颈和轴瓦损伤,我们认为在轮机管理工作上应着重注意以下几个方面:
1. 轮机管理人员要严格按照说明书要求及维修保养计划,检查柴油机各轴承间隙是否正常,并进行正确的测量和记录。及时打开检查曲轴轴颈和轴瓦工作表面的情况,保证轴颈与轴瓦的配合间隙正常,及时掌握设备性能、工作状态和磨损情况等关键性技术问题。
2. 定期检查主轴承和曲柄销轴承等固定螺栓的预紧力,按说明书规定的扭矩、次序,分多次上紧并做好记号,以便后续监控和检查。
3. 使用正确合适的等级牌号润滑油,并根据使用的时间定期取样化验润滑油,保证润滑油的各项指标在正常范围内,一旦发现异常现象,及时查找原因,必要时更换润滑油。
4. 定期对润滑油系统滤器进行清洁,保持润滑油的洁净和质量,对滑油滤器清洁过程中发现的杂质、异常金属屑等,做好记录,并初步分析判断,及时对相关部件进行检查,第一时间明确原因,避免异常损坏情况加剧。
5. 加强柴油机冷却系统和滑油温度及压力的监控,防止高温可能导致的零件热膨胀过大而破坏正常的配合间隙以及高温可能导致的润滑油粘度降低,使得柴油机曲轴轴颈与轴瓦之间不能保持正常的油膜。保证滑油压力在正常范围内,防止润滑油压力过低导致的曲轴轴颈与轴瓦摩擦表面润滑油供油不足,影响油膜的形成。
6. 购置新轴瓦,尽量购买原厂备件,更换轴瓦时应着重对轴瓦厚度差和自由开口尺寸进行测量,外观质量应符合要求。组装时应保证涂抹滑油干净清洁,防止混入杂质颗粒。
# 结束语 #
柴油机曲轴轴瓦承担着“牺牲自己,保护别人”的重任,同时作为高负荷、高磨损状态的支承件,要求其综合机械性能很高。因此,预防柴油机曲轴轴瓦损伤,不仅要重点关注柴油机的润滑状况,柴油机的其他系统及使用工况也会对其产生影响。加强柴油机的日常维护保养,保证柴油机良好的运行状态,及时发现故障隐患,并根据发现的异常现象进行系统的机理分析,追本溯源,才能减少或避免此类事故的发生,从而保证柴油机的正常工作及船舶与人身安全。
06-15 来源:信德海事

04-12 来源:信德海事网

07-17 来源:老郑 制造原理

05-08 来源:夏明华 苏玉马 世界海运
05-11 来源:信德海事网

10-29 来源: 龙de船人

06-18 来源:信德海事网
05-19 来源:海员之家

01-21 来源:信德海事网

09-25 来源:顾徐辉 信德海事