导读
某型中速柴油机投放市场多年来一直没有进气阀损坏反馈报告。
随着近年来该型中速柴油机投入珠江口工程船市场的数量不断增加,2014 到 2015 年期间,陆续接到 3 宗进气阀损坏报告,且都发生在柴油机投入运行后不长时间内。
通常,柴油机气阀损坏以排气阀居多,主要是与排气阀工作环境恶劣有关,而进气阀由于其工作环境相对较好,损坏甚少。
而在珠江口工程船中出现的 3台该型中速柴油机进气阀在运行短时间后损坏现象是不正常的,必有其特殊原因所致。
一、断口检查
图1、2、3 为该型中速柴油机三个用户的进气阀损坏状况,损坏形貌相似。

▲图1 用户一开裂进气阀
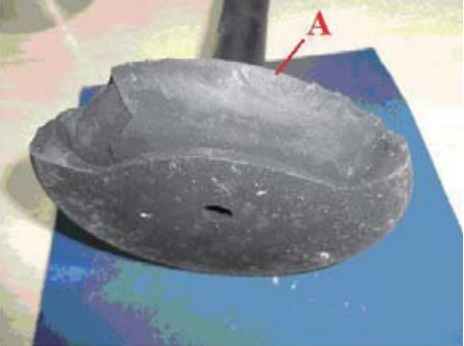
▲图2 用户二开裂进气阀
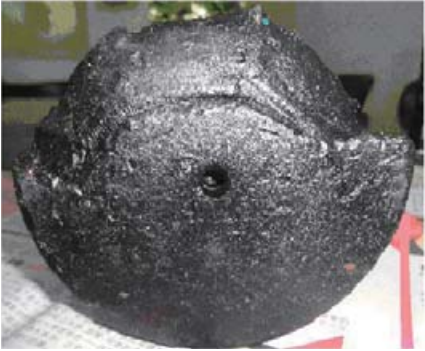
▲图3 用户三开裂进气阀
图1为阀盘密封面上有众多径向裂纹,裂纹由阀盘堆焊层密封面向内并延伸至气阀本体,转向沿堆焊层与气阀本体结合面圆周方向扩展;
图2 为阀盘 A 处有疲劳纹,裂纹扩展直至阀盘部分裂开。
二、故障原因分析
从阀盘裂口宏观形貌来看,裂纹首先在阀盘堆焊层表面生成,有脆裂特征,是内应力过高所致。
A 点是阀盘机械应力最大处,当阀盘受损有裂纹后会产生应力集中,成为裂纹扩展源。
阀盘堆焊层表面的内应力,是阀盘堆焊加工时残留应力,或是工作时温差产生的热应力。
针对珠江口工程船的该型中速柴油机进气阀的开裂现象,从以下几方面对其原因进行分析。
1、柴油机内部因素
气阀运行环境极为恶劣,长期承受高温、高压、废气腐蚀、交变热应力和频繁冲击等各种负荷。
该型柴油机是目前国内自行开发强化度最高的中速船用柴油机,高功率、高增压、高爆发压力、燃烧温度高。
和其它柴油机相比,该型柴油机气阀工作环境更恶劣,承受更高的气缸压力和燃烧温度。
另一方面,该型柴油机压缩空气温度高达 230℃ ~250℃,经空冷器冷却后降至50 ℃左右,产生的冷凝水多,尤其在空气环境潮湿时冷凝水更多。
这样,柴油机进气阀一方面受到高温燃气冲击,另一方面受到低温湿冷含水空气的冲击,存在较大的温度梯度和较大的交变热应力。
交变热应力会加速气阀疲劳失效,是气阀锥面堆焊层产生疲劳裂纹或脆裂的重要因素。
2、柴油机工作环境因素
珠江口工程船的该型中速柴油机,主要是泵机或发电机。
泵机驱动水泵工作,发电机驱动其它工程设备工作。
工程船有如下工作特点:
(1)泵机带负荷起动,迅速提升至额定转速、额定工况运行;
(2)发电机组起动至额定转速(空车),当工程船投入作业时,突然加至较高负荷工作;
(3)工程船作业区域为珠江口,空气潮湿,并且工程船本身也产生大量水雾,柴油机工作时冷凝水多。
工程船用于泵机和发电机组的该型中速柴油机,都是在预热不充分甚至没有预热的情况下快速提升到高负荷工作的,这样会导致缸内零件如气阀、活塞、气缸盖、缸套等温差加大而产生很高的热应力。
船上的潮湿环境和柴油机进气冷凝水多,将加剧这种状况。
3、进气阀材料因素
该型柴油机进气阀材料为 4Cr10Si2MoA(新标准为40Cr10Si2MoA),属马氏体不锈钢,是柴油机常用的进气阀材料。
但它存在以下不足:
(1)焊接时基体会产生淬硬层,淬硬层很脆,而且是过饱和固溶体,其应力大,焊接时容易产生焊接裂纹;
(2)焊后不仅有应力大的淬硬层,而且有软化层,加上基体的原有组织,基体至少有 3 种以上的组织,这种不均匀性将产生内应力;
(3)焊后会产生淬硬层和应力,从而导致整体韧性下降。
由于这种材料的物理性能较差,往往使气阀密封面产生很多缺陷,如气孔、疏松、夹渣,同时存在内应力和容易产生焊接裂纹,气阀质量难以得到保证,使用于重油和高性能柴油机有较大风险。
综合上面 3 个因素分析认为,该型柴油机性能强化度高,进气阀工作时热负荷高,存在较大热应力。
因此,珠江口工程船该型中速柴油机进气阀开裂的原因,首先是柴油机运行预热不充分,导致进气阀温差大和交变热应力大;
其次是气阀材料堆焊层质量不稳定。
当焊接质量较差存在脆性和有较大残余焊接
内应力的进气阀,遇上预热不充分运行时,在较大的交变热应力作用下,材料热胀冷缩,循环应力超过材料屈服强度,导致堆焊层产生热疲劳开裂。
三、改进措施
1、改善柴油机工作环境
柴油机油、水冷却系统增加预热装置,这一点对于工程船的泵机和发电机组尤为重要。
柴油机起动前,先起动油、水冷却系统的预热装置,对柴油机充分预热,避免柴油机起动后因零件(主要有进气阀、气缸盖、气缸套等)温差过大、热应力过大造成的损坏。
2、改进进气阀材料
进气阀材料改为 45Cr14Ni14W2Mo,该种材料是奥氏体沉淀硬化型不锈钢,和 4Cr10Si2MoA(马氏体不锈钢)相比,具有如下优势。
(1)耐高温性能高于马氏体不锈钢。从 600 ℃高温开始,4Cr14Ni14W2Mo 的机械强度就明显高于4Cr10Si2MoA;
(2)焊接性能优于马氏体不锈钢,焊接时不会产生淬硬层;
(3) 焊 后 产 生 的 应 力 小 于 马 氏 体 不 锈 钢。
4Cr14Ni14W2Mo 焊后保持原有的组织结构,均匀性没受到破坏,因此应力很小;
(4) 焊 后 韧 性 优 于 马 氏 体 不 锈 钢,4Cr14Ni14W2Mo 焊后不会产生淬硬层和应力,能保持原有的状态和韧性。
从以上几点看,4Cr14Ni14W2Mo 更适合作为高强化机型的进气阀材料。
3、改进焊接工艺,减小焊接应力
对堆焊坡口结构进行优化处理,使坡口的约束变得最小,使焊层和基体之间互相产生的应力最小化,达到充分发挥焊层和基体的效能作用。
4、改进气阀结构,消除应力集中
对进气阀结构进行改进,阀盘边缘倒角处理,消除零件边缘应力集中。
四、结束语
通过以上分析我们认为,采取如下措施可以有效克服该型中速柴油机在珠江口工程船作为泵机和发电机组使用时出现的进气阀开裂问题:
柴油机油、水冷却系统增加预热装置;
更换性能更好的气阀材料;
改进气阀结构和焊接工艺等。
从改进措施实施一年多以来,再未接到进气阀开裂的质量反馈,证明上述改进措施是有效的。
参考文献:
[1] GB/T 12773-2008 内燃机气阀用钢及合金棒材 .
[2] 王少怀等 , 机械师设计手册 [M]. 机械工业出版社,1989.
本文原创作者系:
广州柴油机厂股份有限公司
邱治皓,李 宁

09-18 来源:信德海事网

10-10 来源:信德海事网 苏婉

05-07 来源:信德海事网

01-27 来源:信德海事网

12-21 来源:信德海事网

02-11 来源:信德海事网

09-24 来源:信德海事网

12-30 来源:信德海事网

01-08 来源:蓝盾安检创新工作室
06-30 来源:航运安全新动态