【船长经验】18W散货船舱盖-结构原理与故障维修
作者:船长 刘竹元
以下是关于散货船舱盖的结构原理及相关故障的详细介绍:
一、舱盖结构原理
1. 基本类型与功能
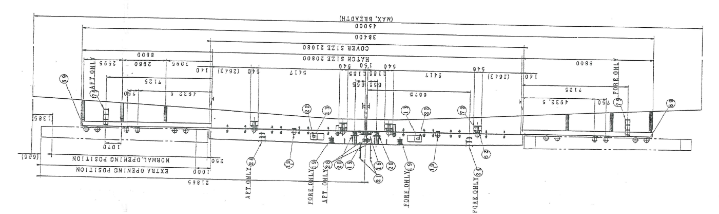
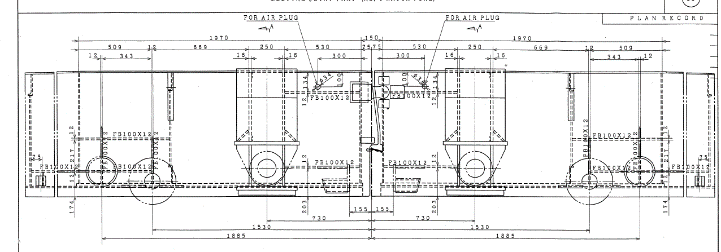
类型:本舱盖为风雨密侧滚式钢制舱盖,主要用于 18 万吨级散货船,满足日本海事协会(NK)等规范要求,具备抗风雨密封性和结构强度。
核心功能:通过液压驱动实现舱盖的启闭,同时通过密封装置(橡胶填料、不锈钢密封条)和锁紧装置(快速夹扣、楔形块)确保船体水密性和航行安全。
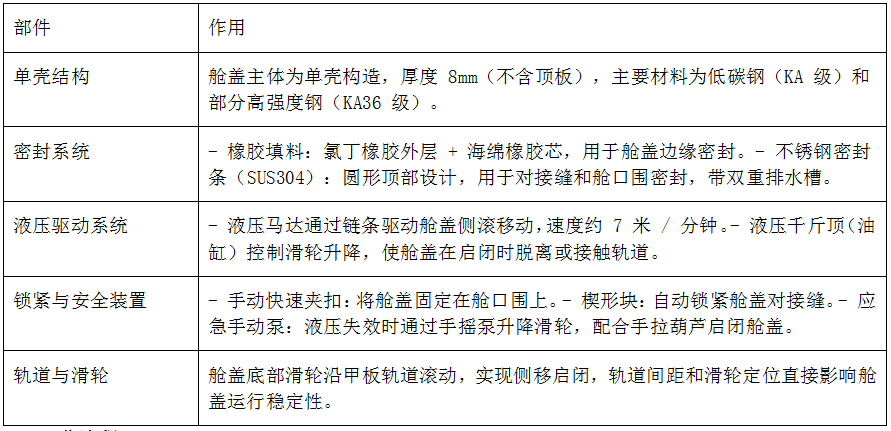
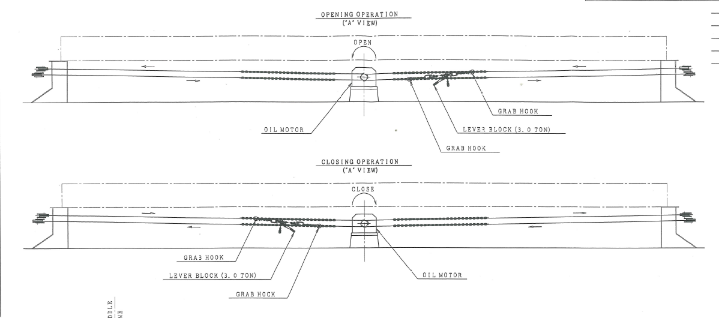
2. 关键组成部分
3. 工作流程
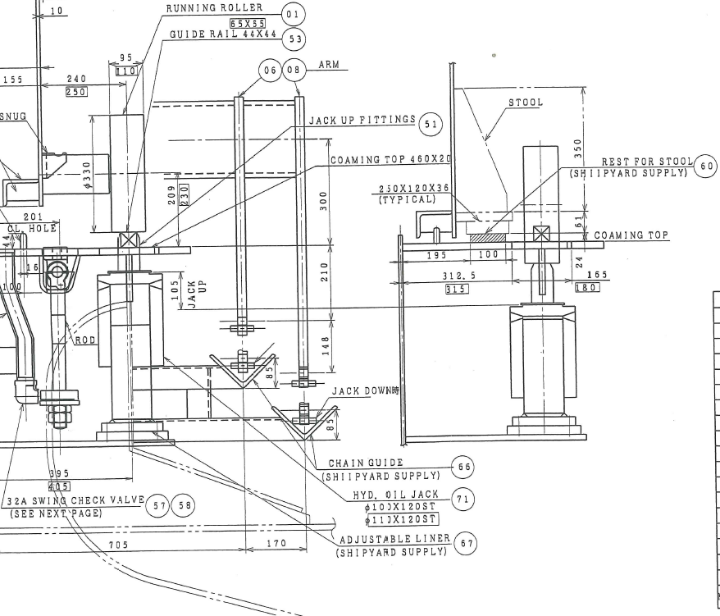
开启流程:手动释放锁紧装置 → 液压千斤顶升起舱盖(滑轮脱离轨道)→ 液压马达驱动链条移动舱盖至指定位置 → 手动插入锁销固定。
关闭流程:释放锁销 → 液压马达驱动舱盖复位 → 降下舱盖(滑轮落入轨道)→ 锁紧装置固定舱盖。
二、舱盖典型故障及维修措施
故障 1:销轴与支座腐蚀导致滑轮无法落轨
原因:
船龄较长导致舱盖销轴(连接滑轮与舱盖结构)和支座金属腐蚀,液压千斤顶升至最大行程时,滑轮与轨道仍有间距,无法正常承重滚动,可能引发舱盖走偏、脱轨风险。
影响:
舱盖运行时受力不均,加剧结构磨损,甚至导致液压系统过载损坏。
维修措施:
a.更换或加高支座销轴:拆除腐蚀销轴,更换为同等规格或加高设计的新销轴(需确保材料强度符合 KA 级钢要求),使滑轮中心线与轨道顶面齐平。
b.加工定制销轴:根据腐蚀磨损程度,对销轴进行表面堆焊、机加工修复,或定制非标销轴补偿尺寸偏差,确保滑轮与轨道贴合。
故障 2:链条、钢缆及张紧装置老化
原因:
长期高频使用导致链条拉伸变形、节距增大,舱口围处链条下垂松弛,张紧器和绞缆筒磨损,影响驱动系统稳定性。
影响:
链条打滑、断裂风险增加,舱盖启闭速度不均,甚至因受力突变损坏液压马达或链轮。
维修措施:
链条修复或更换:
对轻微拉伸的链条,可拆解后去除部分链节(需成对拆卸以保持平衡),通过张紧器重新调整张力。
对严重变形或锈蚀的链条,直接更换同规格新链条(需注意链条强度等级与液压系统匹配)。
b.检查张紧器与绞缆筒:清洁、润滑张紧器螺杆,更换磨损的轴承或齿轮;修复绞缆筒表面磨损沟槽,确保链条卷绕平顺。
故障 3:滚轮磨损严重导致脱轨
原因:
a.长期高负荷运行:散货船频繁装卸货,舱盖启闭次数多,滚轮长期承受巨大压力与摩擦力,致使表面磨损。
b.润滑不足:未及时对滚轮进行润滑保养,加剧滚轮与轨道间的干摩擦,加速磨损进程。
c.材质问题:滚轮材质耐磨性不足,在恶劣的海上环境及高强度工作下,更易出现磨损。
d.安装精度偏差:滚轮安装时未精准定位,导致其与轨道接触不均匀,部分区域过度磨损。
影响:
舱盖运行异常:磨损严重的滚轮直径变小,使得舱盖在运行时出现高低不平的情况,运行轨迹偏移,增加脱轨风险。
b.加剧其他部件损耗:滚轮磨损引发的舱盖运行不稳定,会使与之相连的销轴、链条等部件受力不均,加速这些部件的损坏。
c.密封性能下降:滚轮磨损导致舱盖无法正常落座,舱盖与舱口围之间的密封橡胶条不能均匀受压,密封性能降低,可能出现漏水、漏气等问题,影响货舱内货物安全
维修措施:
部分更换滚轮:
确定更换范围:全面检查所有滚轮,测量其直径,对于磨损后直径小于规定值或表面出现严重凹槽、裂纹的滚轮,标记为需更换对象。
拆卸旧滚轮:先将舱盖用液压千斤顶升起,使滚轮脱离轨道,然后拆卸滚轮与舱盖连接的螺栓或销轴,移除旧滚轮。拆卸过程中,注意记录每个滚轮的安装位置,以便新滚轮安装时恢复原位。
安装新滚轮:选用与原滚轮规格、材质相同或性能更优的新滚轮,将其安装到原位置,紧固连接螺栓或销轴,确保连接牢固。安装后,检查滚轮的转动灵活性,可手动转动滚轮,应无卡滞现象。
调试运行:缓慢降下舱盖,使新滚轮落入轨道,启动液压系统,让舱盖进行几次启闭操作,观察新滚轮的运行情况,检查舱盖是否平稳,有无异常声响或振动。若发现问题,及时停机检查并调整。
b.全面维护保养:
润滑处理:对所有滚轮(包括未更换的滚轮)进行润滑,选用适合船舶使用的耐高温、耐水、抗磨损的润滑脂,如锂基润滑脂,涂抹在滚轮的轴承、轴颈等部位,确保润滑充分。
检查轨道:滚轮磨损可能会对轨道造成一定损伤,检查轨道表面是否有划痕、凹陷等,如有轻微损伤,可进行打磨修复;若损伤严重,则需对轨道进行局部更换或整体修复。
调整安装精度:使用专业测量工具,如水平仪等,检测滚轮的安装位置和角度,确保滚轮与轨道的平行度和垂直度符合要求,避免因安装问题导致滚轮再次出现异常磨损。
通过上述措施,可有效解决因腐蚀、磨损导致的舱盖运行故障,确保货舱密封性和船舶航行安全。